

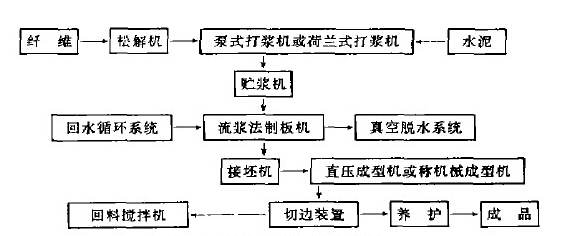
硅酸钙板生产线工艺分为抄取和流浆两种,不同的生产工艺有着不同的工艺流程,今天我们就具体介绍下流浆法硅酸钙板生产线工艺流程。
流浆法工艺流程:纤维浆制备——石英砂浆制备——制浆工段——储浆磨浆及预拌和——制板及堆垛——预维护和脱模——蒸压维护——脱模、烘干——砂光、磨边
一、纤维浆制备
1、将浆板纸及回收的废牛皮纸或水泥袋纸别离参加立式中碎浆机中,参加定量水充沛松解,每锅料松解时刻为40~60分钟;
2、松解后的纸浆由泵送入纸浆池,再加水稀释到较低浓度(4%-6%、进入双盘磨浆机循环进行疏磨;
3、疏磨后的纸浆由泵送入贮浆池进行配浆,运用时送往制浆计量罐备用;
4、在打浆机中参加计量好的水及其他需要松解的纤维,一起参加制备好的纸浆,发动机器进行纤维松解;
5、将松解好的纤维浆由泵送入逆流式拌和机;
二、石英砂浆制备
1、将砂用装载机参加受料斗中,合格细度的石英砂进入砂仓贮存;
2、砂仓下料口设置计量皮带秤,将砂喂入磨机内,一起参加必定份额的水,对砂进行粉磨,制备成砂浆;
3、制备好的砂浆由泵送入砂浆储罐,运用时送往砂浆计量罐备用;
三、制浆工段
1、松解好的纤维浆由泵送入逆流式拌和机,再顺次参加砂浆、消石灰粉、水泥、干粉煤灰等物料,最终参加改善功能的材料;
2、水泥、消石灰粉等用螺旋输送机送入粉料计量秤计量后再下料;
3、砂浆选用自流方法流入砂浆计量秤计量后再卸料;
4、粉状物料和纤维浆等在逆流式拌和机内充沛拌合制成必定浓度的料浆,送至储浆池(罐、中备用;
四、储浆磨浆及预拌和
1、在储浆池中料浆,由泵定量均匀地供应单盘磨浆机匀磨处置,进一步拌合料浆,然后送入储浆机内贮存待用;
2、磨好的料浆再由储浆机进入设称重浓度显现体系的预拌和罐内拌和,能够检测出料浆的质量浓度并主动调理流量大小;
3、恒定的料浆浓度能够安稳流浆制板机的操作并方便地调理板厚;
五、制板及堆垛
1、料浆经流浆箱后均匀流出铺在运转的工业毛毯上,通过真空体系的抽吸滤水,薄料层环绕在成型筒上,通过多层环绕到达设定的料坯厚度时,主动出刀堵截料坯。将料坯输送至接坯切开机;
2、制板机选用必定直径的成型筒,一次下坯经切开后成规范板坯(规范板坯:2.44mx1.22m、。切开后的板坯经堆垛机,采纳一张模板一张板坯交替堆垛的方法,充沛确保板坯平坦;
3、堆垛机装备伺服电机,可精确操控速度及方位精度;
4、维护小车及模板小车的高度由两台升降渠道主动调理。整个制板、接坯、堆垛全过程选用可编程操控器主动操控;
六、预维护和脱模
1、湿坯堆垛后经一段时刻的预维护,使板坯到达前期强度,以利于机械脱模堆垛;
2、板坯预维护选用天然维护。生产高密度板时,运用行车把板垛吊运至板垛液压压机进行加压,保压必定时刻后,把加压后的板垛吊运回板垛小车上;
3、预养后的板坯送至脱模机下,完结脱模堆垛并参加蒸养垫板作业;
4、脱下的模板经清灰刷油机清灰刷油后堆放在小车上,沿轨迹返回堆垛机循环运用。板坯再经摆渡车摆渡至蒸压釜前编组入釜;
七、蒸压维护
1、板坯经脱模后,蒸养小车上的板垛由卷扬机牵引进入蒸压釜中进行蒸压维护,在高温高压下,板坯中的二氧化硅、氢氧化钙和水发生水化反应,最终生成托贝莫来石和有些硬硅钙石结晶;
2、板坯进入蒸压釜后,需经大概13~20小时的高温、蒸压处置;
3、通常蒸压准则为升温2小时,恒温8~10小时,降温3~4小时,恒压压力为1.3MPa。板坯车进出蒸压釜由卷扬机牵引完结;
4、通常在蒸压之前还需对釜内抽真空,时刻约30分钟,抽至-0.5个大气压。这样更有利于节约蒸汽、硅酸钙板的吸热均匀,不至形成蒸养缺点;
八、脱模、烘干
1、蒸养好的板坯要通过烘干处置,使板坯水份到达10%以下,满意建筑业的需求;
2、通过烘干机,由链板股动板坯在隧道窑中连续烘干,通过轴流风机使热风在窑内循环,板坯得到均匀烘干;
3、从蒸压釜出来的带蒸养垫板的板垛小车经吸板机使板和蒸养垫板别离;
4、烘干机出板则由出板带式输送机、定位辊道输送机及真空吸板机将板卸出堆垛成垛,再由叉车送入半成品堆存区;
九、砂光、磨边
为确保板面平坦,进步外观质量,烘干后的板坯还需通过单面砂光机定厚砂削。砂光后的板再通过磨边倒角机组对板边磨削及倒角处置。
以上是流浆法硅酸钙板生产线工艺流程,希望在您制作硅酸钙板时有所帮助,不同的生产工艺对原料的使用也有不同的要求,以上以废纸纤维、石英砂为参考,更多硅酸钙板生产线技术信息尽在方锐机械,如您在生产中遇到各种问题,欢迎来电咨询!


公司地址
河南省巩义市建业路6号
邮箱
1825180708@qq.com
国内业务
曹经理:15838297097
国外业务
郅经理:15237157661


